
ABS塑料成分分析
发布时间:2012/9/25 13:00:38 来源:李工 字体: 

ABS塑料广泛应用于电子、电器、汽车机械行业,禾川化工引进国外尖端配方破译技术;禾川化工专业从事ABS塑料配方分析、成分分析、配方检测、配方还原、配方研制,为改性塑料企业产品配方改进提供整套配方技术服务;
导读: ABS塑料广泛应用于电子、电器、汽车机械行业,禾川化工引进国外尖端配方破译技术;禾川化工专业从事ABS塑料配方分析、成分分析、配方检测、配方还原、配方研制,为改性塑料企业产品配方改进提供整套配方技术服务;.本文中所提供的配方经过修改.如需要了解更多可以咨询我们的技术人员.
关键词:ABS塑料 塑料配方 禾川化工
一、ABS树脂的介绍
丙烯腈-丁二烯-苯乙烯共聚物(Acrylonitrile-butadiene-Styrene copolymers,简称ABS)是一种应用广泛的工程塑料,在汽车保险杠、手机以及电脑外壳等制品上应用广泛。大部分ABS无毒,略透水蒸气但不透水,吸水率低,抗冲击性极好,冲击强度在低温下也不会快速下降,大多数ABS的拉伸性能在35.2~46.2Mpa,特殊品种可达63.3Mpa,屈服伸长率为2~4%,在负荷为14.1Mpa、温度为50℃条件下压缩24h,其尺寸变化在0.2~1.7%之内,半硬质和硬质ABS的弯曲强度约为28.1Mpa和63.3~70Mpa。ABS耐磨性很好,摩擦系数很低,不能作为自润滑材料,但可作为中转速轴承材料。因品种不同其抗蠕变性能不同,但总体而言升温时抗蠕变应力不会迅速下降。ABS电性能稳定,受温度、湿度影响较小;水、无机盐、酸、碱类对其性能影响较小,在醛、酮、酯、盐酸中会溶解或形成乳浊液,不溶于大部分醇和烃,但在烃中会软化或溶胀。
二、ABS生产方法介绍
ABS塑料的生产方式细分如图1.1所示。
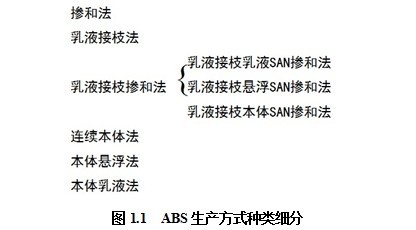
图1所示的各种方法中,掺和法、本体悬浮法和本体乳液法由于各种接枝效果不佳等原因,或是逐渐舍弃不在应用,或是没有应用于大批量生产中。时下应用较多的ABS生产方法有乳液接枝法、乳液接枝掺和法和连续本体法3种。图1.2和图1.3分别表示了这3种方法生产的工艺流程。
2.1 乳液接枝法
乳液接枝法是ABS树脂合成应用最广,发展较早的一种方法。( 1) 通过改变PB 和共聚单体的配比,可制备出具有不同接枝率的ABS 接枝共聚物;共聚物的外接枝程度影响橡胶粒子在基体树脂中的分散,而内接枝程度影响橡胶粒子内部包容结构的尺寸。动态力学性能研究结果表明,随着ABS 接枝共聚物中橡胶含量的增加,橡胶相的( tanD) max先增大后减小,而储能模量与之相反。( 3) 通过抑制ABS 接枝共聚物的内接枝程度, 可提高ABS 树脂的冲击强度和拉伸强度;提高外接枝程度, 可改善ABS 树脂的断裂伸长率。
2.2 乳液接枝-本体SAN 掺混技术
乳液接枝- 本体SAN 掺混技术是生产ABS 树脂较为成熟的技术, 目前在世界ABS 树脂生产中约70% 左右采用该技术。尽管该工艺仍存在着生产周期长、能力低, 耗能大, 胶含量低等不足, 但随着该技术的不断完善和发展, 在一定时期内, 其主流技术的地位不会有太大的变化。
添加剂的使用通过调整各种添加剂( 如乳化剂、电解质等) 的添加量和添加方式可以实现增大胶乳粒径的目的。如日本钟渊化学中, 通过在乳液接枝聚合前添加电解质的方法, 制得粒径较大的聚丁二烯胶乳, 即在聚合转化率达到10%~ 70% 时, 添加了1%~ 5%的电解质。该方法的优点是短时间内可除去未反应单体, 抑制胶乳起泡, 在不降低收率条件下, 制备出具有品质良好的共聚胶乳。
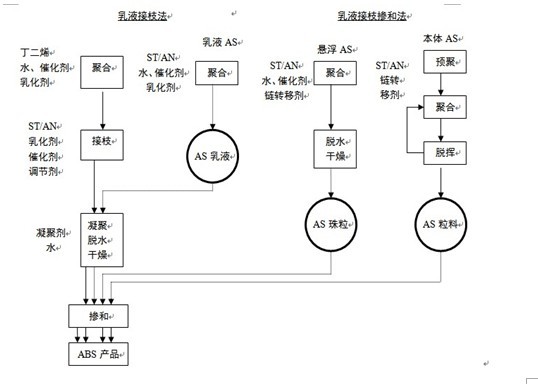
图1.2 乳液接枝法及乳液接枝掺和法生产ABS的工艺流程
2.3连续本体法ABS的特点简介
在ABS连续本体法生产中,溶解橡胶是关键的一步,橡胶含量直接影响到产品的机械性能,由于丁苯橡胶在苯乙烯中溶解受到溶解度的限制,所以造成了连续本体法ABS的成分组成的可设计性不如传统乳液法ABS的强。一般的连续本体法生产工艺很难生产含胶量高于20%的产品,因此高抗冲本体法ABS少之又少。橡胶粒径及橡胶粒径分布直接影响了ABS树脂冲击强度的大小,橡胶粒径太小,无法起到诱导引发并终止银纹的作用,导致ABS冲击性能下降;橡胶粒径过大,虽可以有效引发并终止银纹,但橡胶粒子数减少,相应地其比表面积下降,与连续相的接触面积减少,从而导致诱导产生的银纹减少,同样会造成冲击强度下降。小粒径橡胶微粒对诱发剪切带有利,大粒径的橡胶微粒则对引发银纹有利。橡胶微粒在ABS树脂中的粒径大小及粒径大小及分布合适,受外力作用时,诱发银纹和剪切带的效果最佳,显示出最优的冲击强度。橡胶含量和橡胶的粒径的控制在连续本体法生产工艺中较为不易,这是对本体法ABS影响最大的缺点之一。
本体法ABS由于其化学纯度高,高橡胶效率和高流动性的特点使得它是制备PC/ABS合金的理想原料,PC/ABS合金的产业化也是提高本体ABS的附加值的一个有效手段。
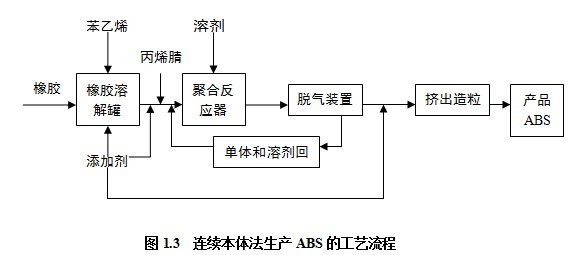
从上面两幅工艺流程图对比可以很容易看出,连续本体法工艺流程比2种基于乳液法的生产工艺流程简单很多,并且没有破乳、排放废水这两个环节,更加符合环保和绿色的发展理念;减少乳化剂的加入,使产品纯度更高,后处理更简单易行。综合以上各点来看,连续本体法更加适合于生产发展的主流,并且有更加广阔的发展空间
三、ABS合金
3.1PC-ABS合金概述
ABS的性能介于通用塑料与工程塑料之间,其抗冲击性能良好,基本不具有缺口敏感性,流动性优良,价格较便宜,因此应用广泛。但其耐热性和耐候性差,力学性能不够理想,故导致其应用受限。ABS可以通过乳液接枝法、乳液掺混法、乳液本体聚合法和连续本体聚合法等多种聚合方法获得。
PC和ABS的合金可以克服两种原料自身的缺点,发扬对方的优点,将两者共混后,其一可以提高ABS的耐热性、冲击和拉伸强度,其二可以降低聚碳酸酯熔体粘度,改善加工性能,降低了PC缺口敏感性,改善了PC应力开裂状况,降低了生产成本。特别是由于PC/ABS合金提供了更好的总体成本和优良的低温缺口冲击强度(见下图)使得PC/ABS合金得到迅速发展和应用,其发展速度超过了PC、ABS本身和PC的其它合金的发展速度。整体优越的耐热性、强度和加工性是PC/ABS合金得以迅速发展的原因,因此PC为连续相的PC/ABS合金具有更加广阔的应用市场。
PC/ABS合金的微观结构很复杂,其中兼有PC、SAN和接枝丁二烯橡胶三相。若PC含量较高,PC就成为连续相包围着SAN,SAN又包围接枝橡胶相,而接枝橡胶中又有可能包含SAN相。橡胶粒子在合金中作为应力集中中心而存在,受外力作用时它能诱发银纹和剪切带,而银纹和剪切带的产生与发展需要吸收能量,这两者产生越多,能量吸收越多,同时,橡胶粒子可抑制银纹增长并阻止银纹发展成为破坏性裂纹,故橡胶相的存在能提高材料的冲击强度。随合金中ABS含量增加,橡胶相含量也增加,合金的冲击强度也会因为前面述及的原因而上升;当ABS含量继续增加并超过50%时,共混体系的连续变成ABS,这一点不利于诱发剪切带,故导致冲击强度的下降。
3.2PET-ABS合金
选择PET为基体材料,ABS为增强材料,添加第三组分作为相容剂,以双螺杆挤出共混法或注塑成型法,制备出PET/ABS合金材料,ABS/PET 合金,能更广泛满足市场的需求。
PET与ABS是部分相容体系,对于不相容的合金获得优良综合性能的有效手段是改善界面相容性,已经有许多报道提出一些均聚物、嵌段共聚物或接枝聚合物都可以有效地用作高聚物相容剂。目前对PC/ABS合金相容剂及相容技术的研究主要基于MAH接枝物、第三组分(如PMMA等)、反应型相容剂、多元相容剂等,具体介绍如下。
也有研究者用熔融接枝方法制备了ABS-g-MMA反应型相容剂。用带有活性基团(羧基、酸酐和酯等)的乙烯基单体与ABS反应制备接枝共聚物,共混时活性基团能与PC所带的酯基发生化学反应形成化学键,达到增容目的。为保证共混合金的品质,实验中以甲基丙烯酸甲酯(MMA)为接枝单体制备出ABS-g-MMA相容剂,此相容剂应用到PET/ABS合金体系以后能使合金性能显著提高。
四.配方介绍:
配方1:
|
成分 |
质量百分比 |
成分说明 |
|
ABS |
50-70% |
|
|
PET |
20-30% |
|
|
ABS-g-MAH |
2-8% |
相容剂 |
|
TPEE |
2-8% |
|
|
抗氧化剂 |
0-1% |
|
配方2:
|
成分 |
质量百分比 |
成分说明 |
|
ABS |
40-60% |
|
|
PC |
25-35% |
|
|
ABS-g-MMA |
2-10% |
相容剂 |
|
PE-g-MAH |
2-10% |
增韧剂 |
|
抗氧化剂 |
0-1% |
抗氧剂 |
五、市面常见ABS塑料
阻燃ABS、增强ABS、增强阻燃ABS、耐热ABS、电镀ABS、PC/ABS合金,电镀PC/ABS
相关技术



