
碱性镀锡故障分析:锡阳极呈灰白色
发布时间:2015/1/30 8:43:04 来源:禾川化学 字体: 

禾川化学为了加强与广大客户的沟通,切实地解决企业因大型检测设备、研发经验的缺乏;所致研发进程缓慢,技术瓶颈无法突破的苦恼。禾川化学为企业提供洗发水成分分析,配方还原,工业问题诊断,新材料开发的一站式服务。咨询400-660-8959
(1)可能原因:阳极电流密度过小
原因分析:正常生产中钊阳极应处于钝化状态,阳极表面有黄绿色的钝化膜,此时,阳极以锡酸盐(Sn4+)形式进行溶解。若阳极表面没有形成膜,则呈灰白色,那么阳极处于活化状态,它就以亚锡酸盐(Sn2+)形式溶解。结果镀液中Sn2+会逐渐增多
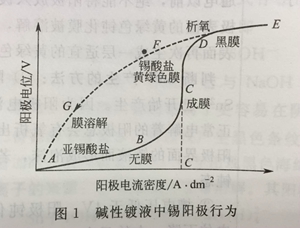
图1中的曲线ABCDE表示电压与阳极电流密度之间的关系曲线。由A点开始,电流密度随AB线的上升,电压慢慢增加,阳极处于活化状态,以Sn2+的形式溶解,阳极呈灰白色的外观。当电流密度达到C点时,电压突然沿CD线上升,此时,阳极处于钝化状态,其表面形成黄绿色的膜,并开始以Sn4+的形式溶解。C点的电流密度称为锡阳极的致钝电流密度(或称临界阳极电流密度)。如果沿DE线继续增加电流密度,钝化膜逐渐转黑,使阳极处于过钝化状态。氧气急剧析出,并使锡表现为不溶性阳极,使槽液中的锡含量下降,直至被耗尽。到达曲线D点以后,如果降低电流密度,那么电流一电压曲线按虚线DF变化。阳极的黄绿色钝化膜仍保持着,锡仍以Sn2+形式溶解,因此DF部分是否合理的操作范围。如果电流密度继续降低,则曲线沿FG移动,而阳极膜完全消失,锡又以Sn2+形式溶解。
由以上的分析可知,锡阳极表面呈灰白色,主要是由于锡阳极电流密度过小所引起的。
处理方法:减小阳极面积,工件入槽时以大的电流密度(4~6A/dm2)冲击,使挂入的阳极进入钝化状态,然后逐步增加阳极面积。当所有的阳极表面呈黄绿色的钝化膜后,再减少电流密度到操作范围内。
(2)可能原因:镀液的温度过高
原因分析:镀液温度过高,阳极表面的黄绿色的钝化膜脱落,阳极呈灰白色,容易产生Sn2+。
处理方法:控制镀液的温度至标准值。
(3)可能原因:电镀过程中断电
原因分析:电镀过程中不允许断电,若断电1min以上,黄绿色的钝化膜被溶解,阳极呈灰白色。
处理方法:重新钝化处理。
(4)可能原因:游离碱含量过高
原因分析:镀液中游离碱含量过高,阳极表面的黄绿色钝化膜被溶解,阳极呈灰白色。
处理方法:用1+9的冰醋酸溶液,降低游离碱的含量。通常NaOH控制在7~15g/L,KOH控制在10~20g/L。
(5)可能原因:阳极杆与阳极挂钩接触不良
原因分析:阳极杆与阳极挂钩如接触不良,少数没有均匀分配电流的阳极,也会处于活化状态,阳极电流密度过小,其表面的、黄绿色钝化膜被溶解而呈灰白色。
处理方法:加强导电触点的维护保养,保证导电良好。
相关技术
- [应用工艺] 2015年04月13日 氰化镀锡青铜故障及其处
- [应用工艺] 2015年03月30日 氰化镀银故障分析:镀层
- [应用工艺] 2015年03月27日 氰化镀银故障分析:镀层
- [应用工艺] 2015年03月17日 氰化镀银故障分析:低电
- [应用工艺] 2015年03月16日 氰化镀银故障分析:阳极
- [应用工艺] 2015年03月06日 氰化镀银故障分析:铜和



